
軍規 ISAC 與光電氣密封裝極限:HermeSys 雷射縫銲與 PSO 控制
在進國防與航太供應鏈中,無論是低軌道(LEO)衛星的「通訊感知一體化(ISAC)」微波模組,或是高空長程無人載具(HALE UAV)的「紅外線(IR)尋標器」,皆面臨著極度嚴苛的環境生存挑戰,這些內部充滿精密矽光子晶片與光學透鏡的模組,必須被完美地包覆在鈦合金或特殊航太鋁合金的金屬外殼中,並進行絕對的「氣密封裝(Hermetic Sealing)」;只要外殼的封裝接縫存在微米級的孔隙,平流層的水氣或太空的超高真空釋氣(Outgassing)效應,就會瞬間摧毀內部光學鏡片的鍍膜,導致造價數百萬美元的雷達或光電系統在任務中途盲目失效,因此工程師必須利用脈衝雷射進行「雷射縫銲(Laser Seam Welding)」,將金屬蓋板與底殼完美熔接。
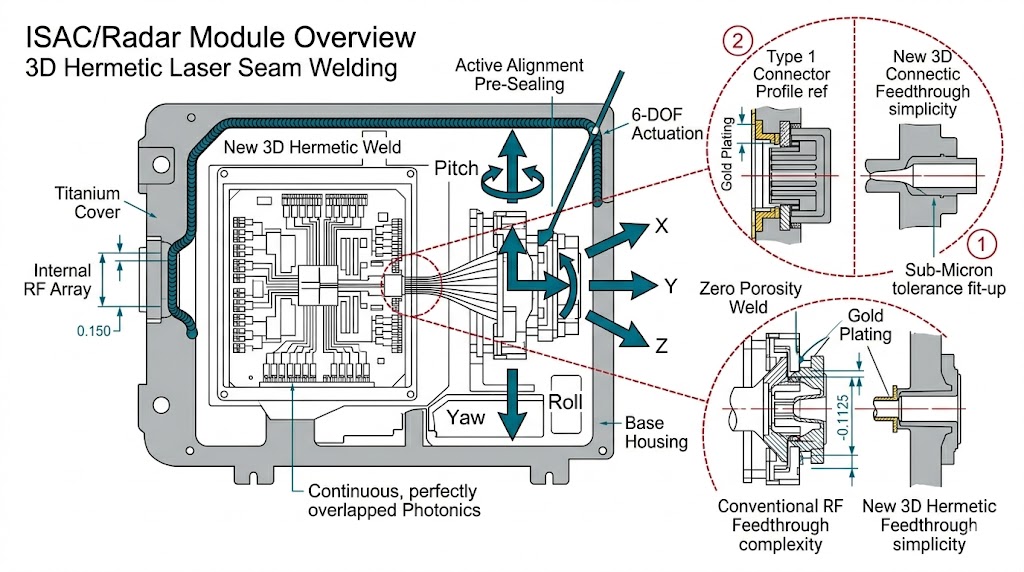
雷達模組概覽:展示 3D 氣密雷射縫焊與六自由度主動對位技術,新的簡化穿透設計實現亞微米公差與零氣孔焊縫,對比並替代複雜傳統方案。
然而長期專注於航太級雷射加工與精密動力學,當我們檢視這些高階封裝產線時會發現傳統的雷射旋轉銲接機台正面臨著力學與光學控制的巨大死胡同:現代航太模組為了符合空氣動力學,其外殼接縫往往呈現複雜的 3D 高低起伏,傳統 2D 銲接會導致雷射瞬間失焦;同時,薄壁的金屬外殼在夾持時極易變形;而傳統依賴「時間等距」擊發的雷射,會在機台過彎減速時造成嚴重的熱累積與微裂紋;本文將純粹從 3D 銲接幾何學、主動應力夾持以及雷射熱動力學出發,深度剖析現代航太封裝工程師所遭遇的三大技術天險,並從系統整合者的視角提出具體的實體產品解決方案。
國際航太氣密封裝規範:3D 縫銲的熱力學與幾何容忍度
在探討具體的銲接機台痛點之前,我們必須先理解指導這些尖端 ISAC 與 EO/IR 模組的最高封裝準則,以美軍針對航太微波元件的 MIL-STD 氣密性規範為例,對於雷射縫銲的「熱影響區(HAZ)」與「銲道一致性」提出了極度嚴苛的限制; 在進行雷射縫銲時,雷射光斑的焦點深度(Depth of Focus)容忍度極小。規範要求在沿著整個複雜的 3D 封裝輪廓移動時,雷射焦點與金屬表面的相對距離變化不得超過幾十微米,只要發生微小的失焦,雷射的能量密度就會驟降,導致「未熔透(Lack of Penetration)」,形成氣密漏洞。
同時,為了保護外殼內部極度敏感的光纖與晶片,規範嚴格限制了雷射輸入的總熱量,銲道上的每一個雷射熔池(Weld Pool)的重疊率必須保持絕對的幾何一致(例如精準的 80% 重疊),在轉角或複雜曲面處,若雷射脈衝過於密集,會導致局部沸騰與金屬飛濺(Spatter),冷卻後極易產生微裂紋(Micro-cracks),這種對「絕對 3D 循跡焦距」與「零熱累積微裂紋」的雙重苛求,直接宣告了傳統 2D 旋轉台與標準雷射控制器的死刑。
實務上氣密雷射縫銲難題
在上述嚴苛的物理限制與軍規氣密框架下,系統整合工程師在建構次世代 UAV 與衛星元件的雷射縫銲機台時,無可避免地會面臨三道極難跨越的技術高牆。
3D 封裝輪廓的「焦距偏移(Focal Shift)」與未熔透瑕疵
傳統的雷射縫銲機通常只配備一個直驅旋轉軸(Theta)與一個手動調整高度的雷射頭。這種設計只能處理完美的圓柱體或純平面零件,然而現代 ISAC 模組的外殼為了適應機翼前緣,其封裝接縫往往是呈現高低起伏的「馬鞍形」或「斜面」3D 曲線,當傳統機台旋轉這種 3D 零件時,銲接表面會隨著旋轉角度不斷地上升與下降;由於缺乏與旋轉軸高速同動的垂直補償軸,雷射光束會頻繁地脫離最佳焦距,在焦點上方,雷射光斑變大、能量渙散,導致金屬無法完全熔化形成氣密;在焦點下方,則可能造成過度燒蝕。這種因為機構自由度不足導致的「焦距偏移」,是航太模組氣密測試(氦氣測漏)失敗的最主要元兇。
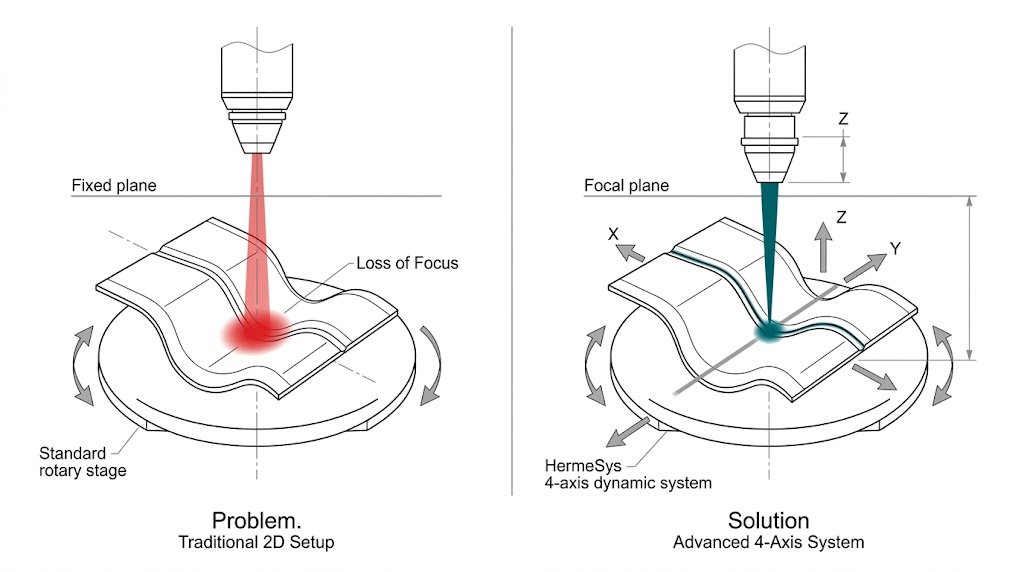
此圖比較了傳統2D雷射設置因焦距喪失導致的問題(左,紅線)與先進4軸系統動態追蹤表面、解決聚焦難題的方案(右,藍綠線)。
薄壁光學外殼的「夾持應力變形(Clamping Distortion)」
第二個難題發生在純粹的材料力學上,航太光電模組為了極致輕量化,其鈦合金外殼的壁厚通常小於一毫米,在進行雷射縫銲前,必須使用上下夾具將蓋板緊緊壓在底殼上,傳統的自動化機台使用純氣壓缸(Pneumatic Cylinders)進行盲目的被動夾持(Passive Clamping),氣壓缸的推力往往難以精確微調,當夾爪往下壓時,巨大的不可控力道會讓薄壁外殼產生微觀的幾何擠壓與彎曲變形;這不僅會改變內部光學鏡片的相對位置,更會導致外殼的接縫處產生不均勻的微小縫隙,當雷射打在這些因為應力變形而翹起的縫隙上時,無法形成良好的熱傳導與熔池橋接,直接導致銲接失敗。
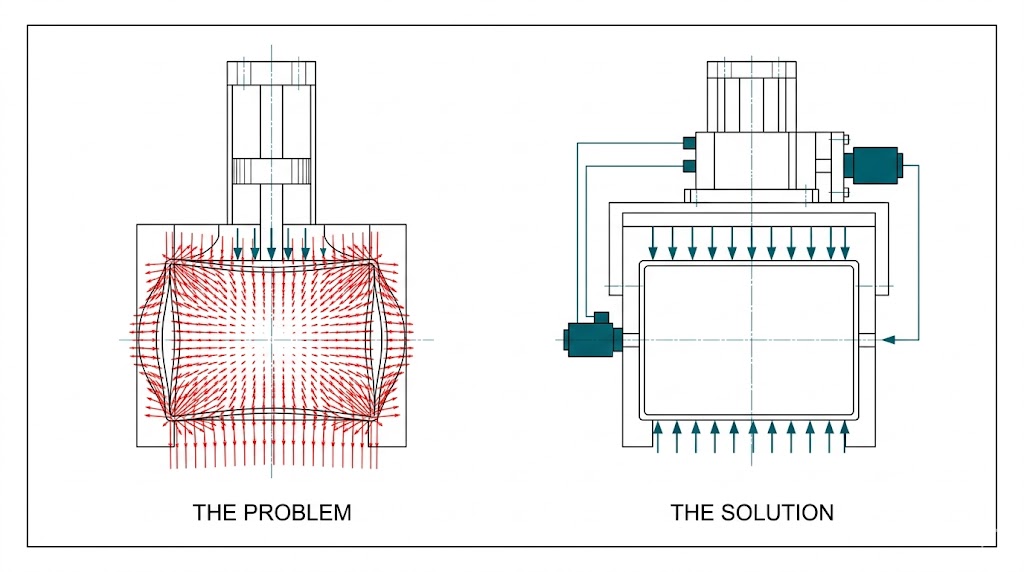
此圖對比左側不均勻夾持力導致的應力集中與變形,與右側採均勻均衡受力並減少結構變形的解決方案。
加減速過彎時的「熱累積(Heat Accumulation)」與微裂紋
最後一個難題在於底層控制架構的雷射觸發機制;傳統的雷射源是由獨立的計時器(Timer)以固定的頻率(如 500 Hz)連續擊發雷射脈衝。當機台在直線段以高速銲接時,固定的擊發頻率能形成完美的熔池重疊,然而當銲接軌跡遇到 90 度轉角或複雜曲率的邊緣時,底層的伺服馬達必須進行物理減速以維持循跡精度。
如果雷射依舊以「時間等距」不斷擊發,在機台減速的瞬間,無數發雷射脈衝會全部重疊打在同一個微小區域上,這種災難性的「熱累積」會瞬間燒穿薄壁金屬,或在快速冷卻的過程中因為熱應力不均而產生微裂紋(Micro-cracks),無法在硬體底層將「雷射觸發」與「真實空間位移」絕對綁定,是所有高階雷射銲接的致命傷。
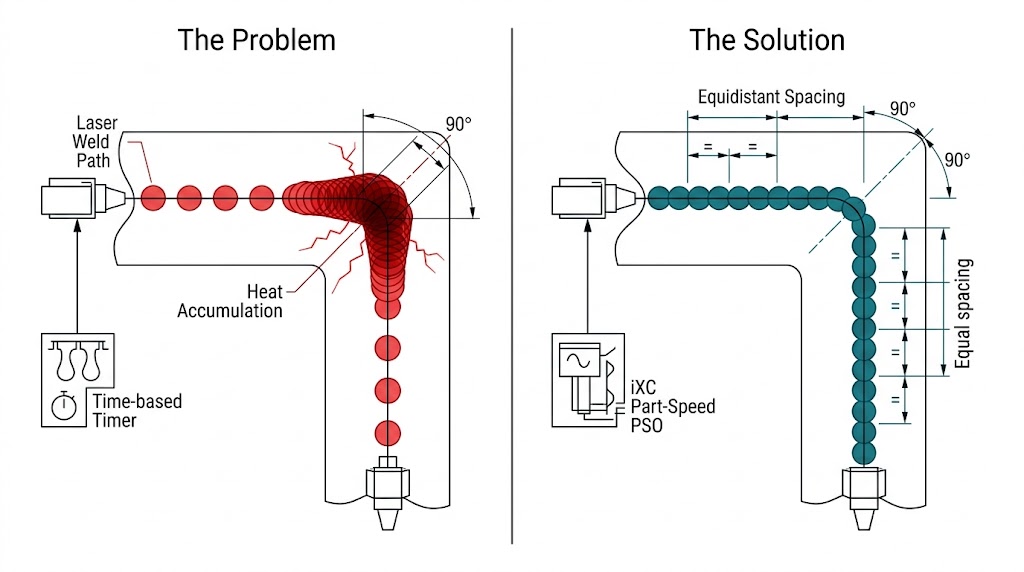
雷射焊接彎角熱積聚問題對比:左側傳統時間基脈衝在減速處堆積過熱致裂;右側 iXC Part-Speed PSO 技術實現脈衝等距分佈,避免缺陷。
面對上述嚴苛的 MIL-STD 氣密規範與薄壁鈦合金的熱動力痛點,單純依賴購買一般馬達並自行拼裝銲接台,最終不可避免地將陷入無止盡的漏氣退件、外殼壓毀與程式修改中;我們推薦 Aerotech 經過頂尖國防與醫療器材實驗室驗證的「專用實體機台與一體化驅動器產品」,從底層機械徹底解決 3D 循跡與夾持問題,到完美根除熱累積的控制神經,打造一站式的氣密雷射縫銲解決方案。
征服複雜 3D 銲接輪廓與主動防護的載體:HermeSys 氣密雷射縫銲系統
針對 3D 焦距偏移與薄壁夾持變形,Aerotech HermeSys Series (Hermetic Seam Welding System) 是一台從零開始、專為極致雷射縫銲量身打造的整合工作站,首先它標配了專屬的四軸配置,其中包含了關鍵的 14 毫米垂直 Z 軸行程,這使得 HermeSys 能在高速直驅旋轉軸 (Direct-drive rotary axis) 轉動工件的同時,Z 軸即時進行奈米級的高低動態補償,確保在處理複雜 3D 航太外殼時,雷射光斑永遠完美鎖定在焦點上 (Supports 3D weld profiles);更重要的是,針對夾持變形難題,HermeSys 提供了選配的 -CA2 主動式氣動夾持模組 (Active pneumatic clamp assembly),這套模組內建了伺服馬達與高精度位置回饋裝置,工程師可以透過軟體精準定義「夾持力道與下壓距離」,它以極致輕柔且絕對可控的姿態穩穩夾住薄壁光學外殼,從物理上根絕了盲目氣壓缸帶來的應力變形。
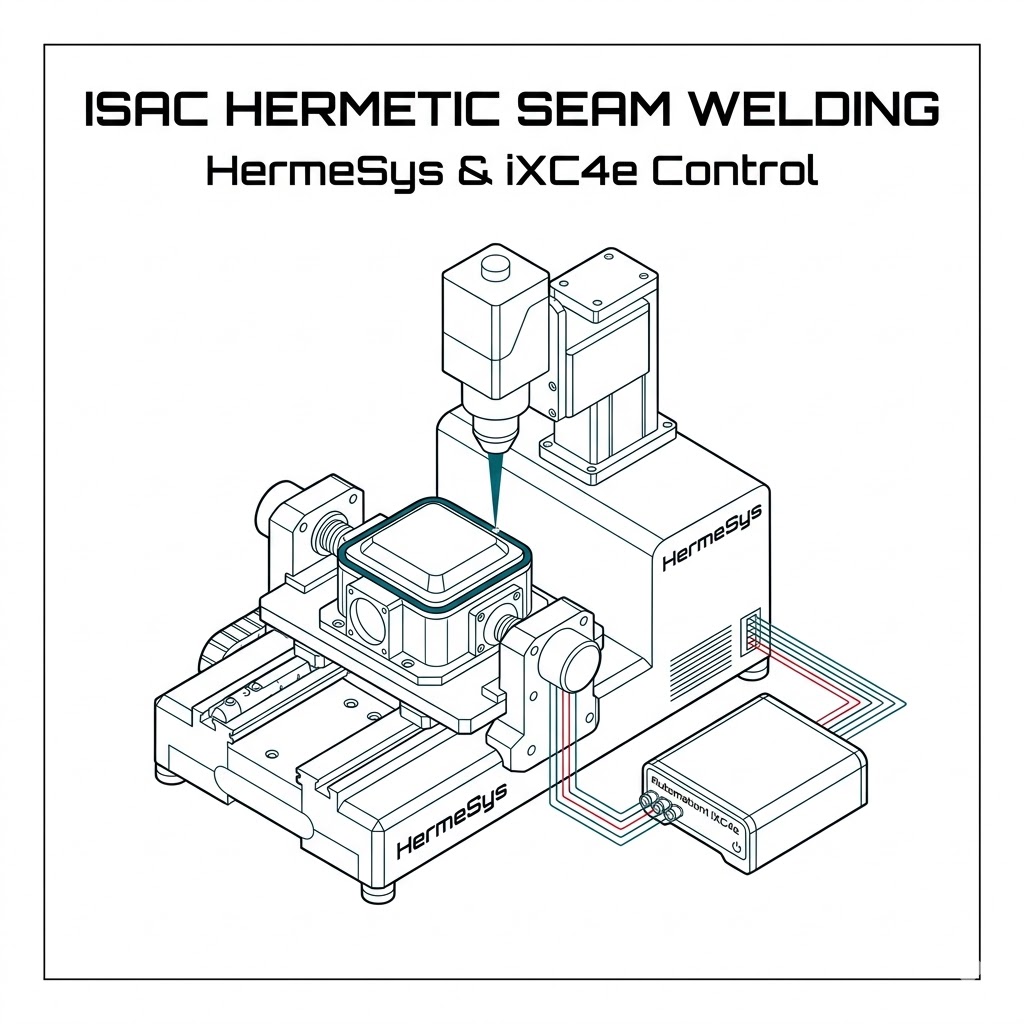
HermeSys 雷射縫焊系統專為精密焊接需求設計,搭載直接驅動技術與3D焊接功能,支援靈活夾具與即時路徑轉換,提升焊接品質與效率。
徹底消滅轉角熱累積的智慧中樞:Automation1 iXC4e 驅動控制器
為了解決轉角減速導致的雷射熱累積與微裂紋,HermeSys 系統配置了最強大的控制硬體:Automation1 iXC4e 增強型 PWM 伺服驅動控制器,這是一台革命性的「一體化」硬體,它在單一機箱內融合了高功率 PWM 驅動器與完整的 Automation1-iSMC 運動控制器 (PWM Servo Drive with Motion Controller),針對雷射觸發,iXC4e 內建了航太雷射加工的殺手級功能:Part-Speed PSO (基於零件表面速度的位置同步輸出),這個硬體級的技術徹底淘汰了傳統的時間觸發。iXC4e 內部高達 20 kHz 的伺服迴圈會即時計算 HermeSys 各個軸向合成的「真實 3D 空間向量位移」,當機台在 90 度轉角減速時,PSO 會自動、成比例地「放慢」雷射脈衝的擊發頻率,確保無論機台加減速如何變化,打在鈦合金外殼上的雷射熔池間距永遠保持絕對一致,完美消滅了熱累積與微裂紋的產生條件。

Automation1 iXC4e 整合了運動控制器與 PWM 伺服驅動器,透過 HyperWire 光纖匯流排可控制多達 12 軸,並支援 EtherCAT、Modbus TCP 等多種通訊協定。該機種最高驅動電壓 340 VDC,峰值電流 30 A,適用於高精度、多軸同步的自動化設備控制,有效節省成本與空間。
打造航太級視覺與銲接防呆介面:Automation1 MachineApps 軟體
最後針對軍工廠對於機台操作與視覺監控的嚴格要求,Aerotech 提供專屬的軟體產品:Automation1 MachineApps HMI 建立工具,這套圖形化軟體讓系統整合商無需撰寫複雜的 C# 程式碼,即可為 HermeSys 打造專屬的操作面板;透過內建的 Camera Module (視覺模組),您可以直接將高倍率 USB 攝影機畫面整合進介面中,讓操作員即時監控雷射熔池的狀態與 3D 循跡的精準度,搭配 Customizable Buttons (客製化按鈕模組),工程師可以將複雜的「-CA2 主動夾爪閉合」、「3D 尋邊校正」與「啟動 PSO 銲接」綁定為單一防呆按鈕,徹底降低操作失誤率,確保每一批 ISAC 與光電模組的氣密良率達到百分之百。
Automation1 MachineApps Overview
打造頂尖的軍規 ISAC 與 EO/IR 模組氣密雷射封裝產線沒有單一標準答案,實際的硬體配置將因應您的外殼材質、雷射源類型(如 CW 或光纖雷射)以及是否需要整合自動化托盤系統 (-MH1 Pallet System) 而量身打造,如需針對 HermeSys 銲接系統、iXC4e 驅動器或 MachineApps 進行深入的硬體選配與系統整合建議,請立即聯繫「奧創系統」團隊。我們擁有豐富的航太級雷射加工建置經驗,隨時準備為您提供最專業的配置指南。
在 奧創系統科技,我們不只提供單點設備,我們構建的是全域的整合思維。
從企業場域的精密佈局,到專案交付時的軟硬體協同,我們始終貫徹確保每一個節點、每一條訊號,都在最嚴苛的標準下,達成完美的系統共振。
實際系統配置將因應您的測試應用、規範、場地限制及待測物特性而有所不同。如需深入規劃與系統或軟硬體選配搭配建議,請聯繫「奧創團隊」,我們擁有豐富的系統整合經驗,隨時準備為您提供最專業的配置建議與技術支援。